R&D & Innovation
R&D
&
Innovation
DIGITAL MANUFACTURING
DIGITAL
MANUFACTURING
PRECISION TESTING
PRECISION
TESTING
BACK ALL NEWS
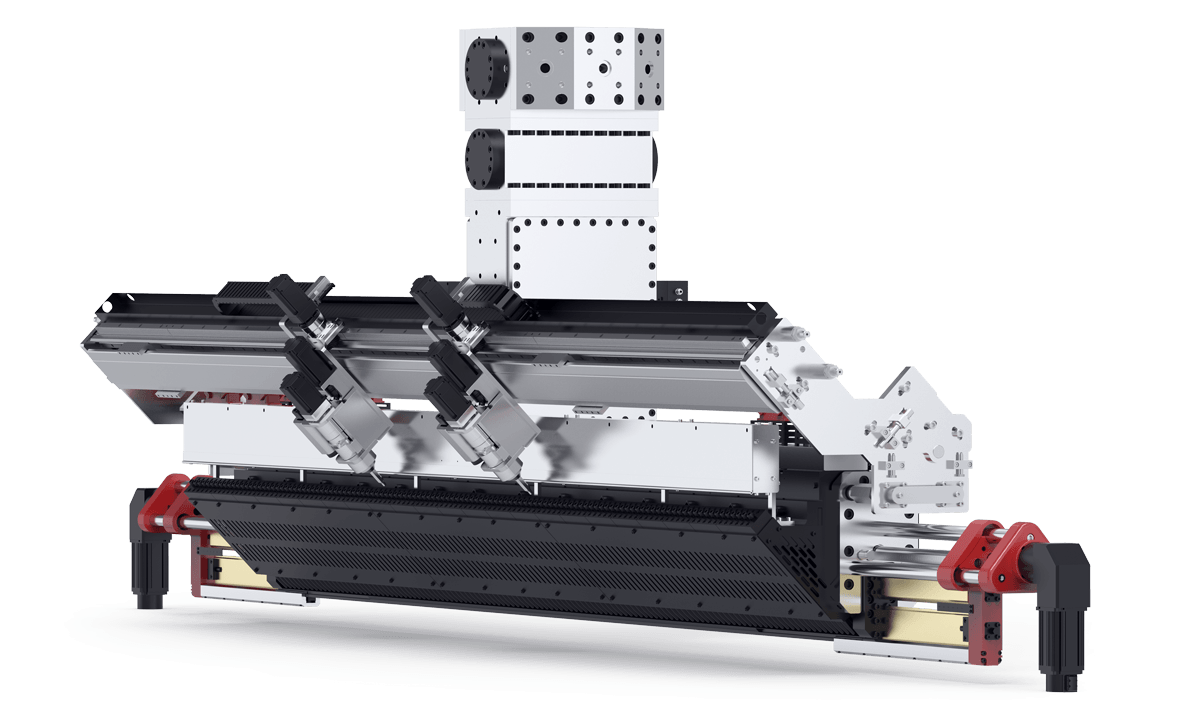
EAA淋膜进入高精度时代,模头如何实现稳定控制?
在高端包装领域,EAA淋膜正从可用走向可控。但与此同时,生产难度也在快速上升:
膜层更薄,厚度波动容忍度持续收窄
材料温敏性强,工艺窗口变窄
高温环境下具有腐蚀性,设备稳定性面临挑战
高速生产中,效率与良率难以兼顾
生产过程中的厚度波动、边缘不稳定与调机依赖,正在成为制约良率的关键因素,也让淋膜工艺对设备与控制能力提出了更高要求。
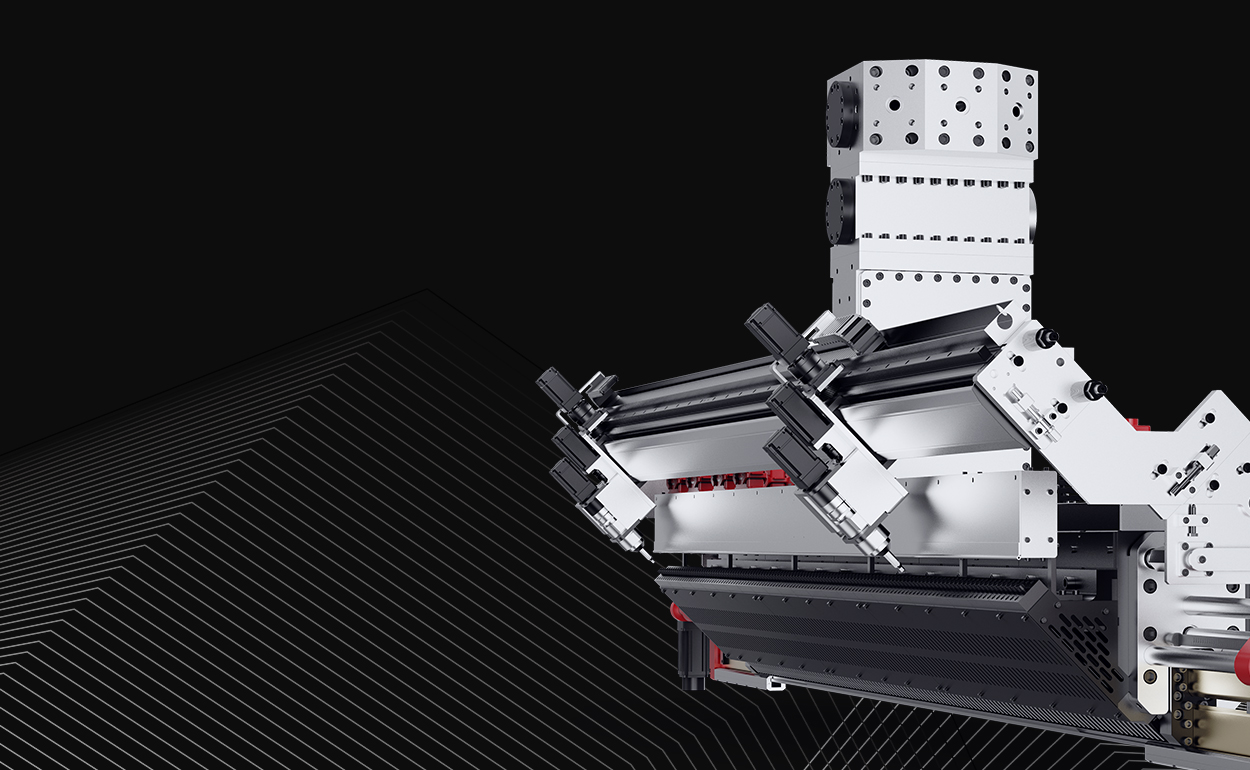
01 材料:控制流动均匀性
EAA的关键,不是能不能挤出来,而是流动是否均匀。精诚将设计起点前移,从材料流变特性入手:基于流变仪测试数据建立材料模型,并导入仿真系统进行流道设计优化;根据实际工况匹配衣架式或鱼尾型结构,实现流动路径的精细控制,使出口速度分布均匀性≤3%,并降低压损、平衡滞留时间。
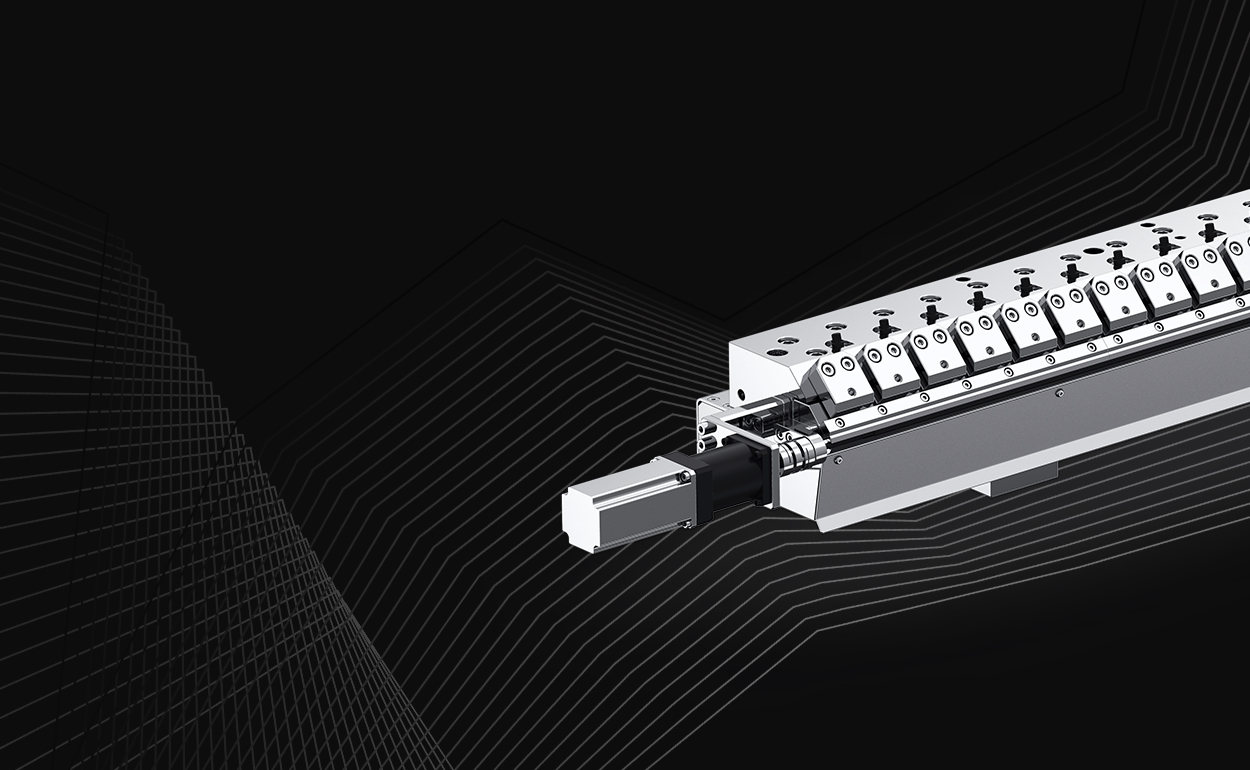
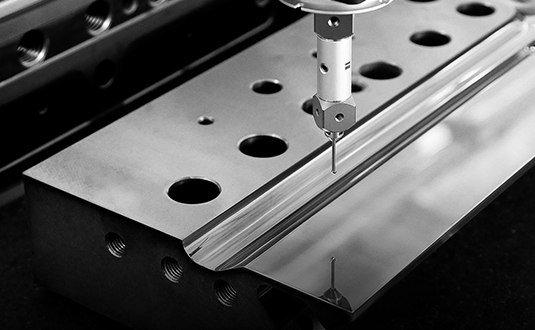
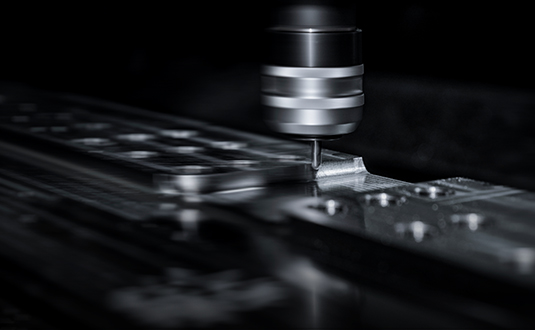
02 走向自动闭环控制
真正决定产品稳定性的,不只是设计,而是过程控制能力。精诚自动淋膜模头,通过热膨胀螺栓调节系统,与在线测厚仪构建闭环控制逻辑:测量—计算—调节,实现模唇间隙的实时动态微调,使厚度偏差自动收敛。系统可在短时间内完成偏差修正,显著缩短调机周期并降低材料浪费。
制品调节精度:±0.5%
模唇调节精度:0.005 mm
唇口间隙变化响应速度<4s(传统自动模头同样工序大约需要10分钟)
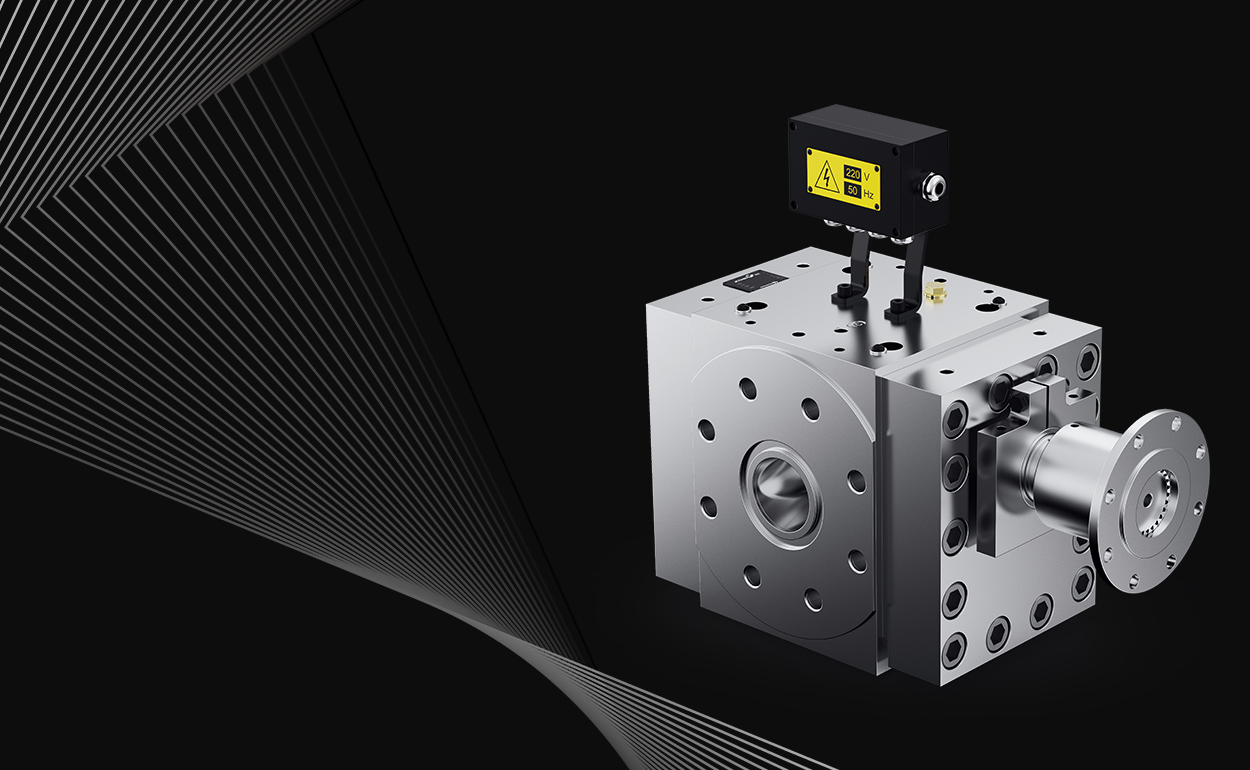
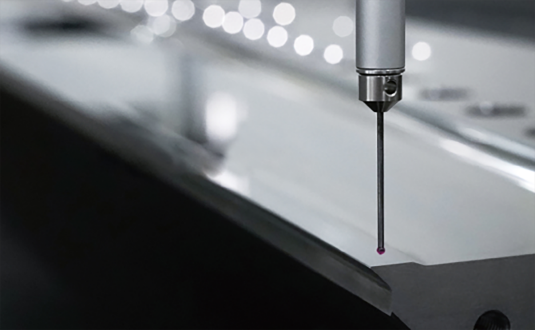
03 效率、稳定:可控变量
在实际生产中,真正影响成本的,往往是细节问题:换单时间、边料损耗、长期稳定性。围绕这些核心痛点,在结构与材料上进行系统优化:
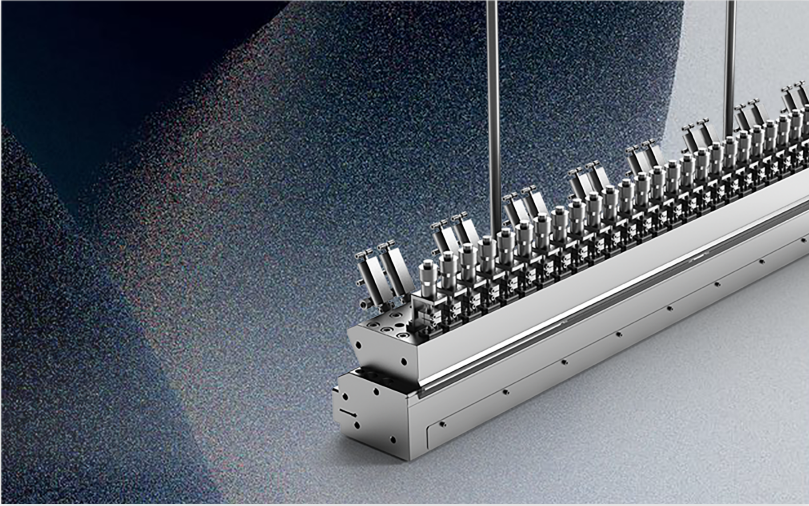
结构层面
滑轨式内挡结构:提升密封与调节稳定性
三段式内挡结构:分区控制,优化边缘厚度
三导杆内挡系统:适用于宽幅与高负载场景
同时配合:在线宽度调节(不停机调整)和厚边消除装置(边缘流量与温度控制),有效降低换单废料与边缘损耗。
面对EAA材料的腐蚀特性,模头基材选用耐腐蚀合金钢,表面粗糙度可达Ra0.025μm,模头温度偏差控制在±1℃以内,适应150米/分钟以上的高速生产需求。
目前,EAA淋膜模头已广泛应用于液体无菌包装(利乐包、屋顶包)、医疗透析材料、工业防腐结构层及环保复合材料等领域,持续服务多种高要求生产场景。
当材料性能不断逼近极限,真正决定结果的,不再只是设备精度,而是整个过程是否可控。我们始终以精准设计与智能控制,让淋膜从经验驱动,走向系统控制。
NEWS RECOMMENDATIONS